






关键词 |
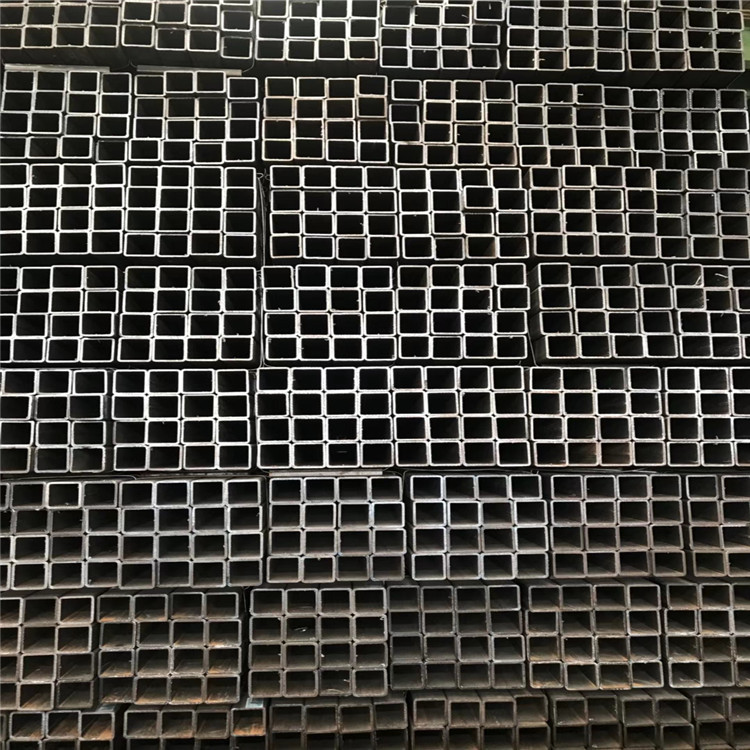
Q355D无缝方管,90x90x5方管 |
面向地区 |
全国 |
产地/厂家 |
沣泽源 |
用途 |
广泛应用于机械制造、建筑业、冶金工业、农用车辆、农业大棚、汽车工业、铁路、公路护栏、集装箱骨架、家具、装饰以及钢结构领域等。 |
质量等级 |
A级 |
执行标准 |
国标 |
计重方式 |
过磅 |
材质 |
Q235/Q345/Q355 |
90x90x5直角方矩管 衢州Q355D无缝方管 加工定制
无锡沣泽源金属材料有限公司主要生产销售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管等各种方管。是北方一家大型的方管及异型管生产企业。800×800×30mm大型冷弯空心型钢生产线两条,1600mm纵剪生产线五条。其中F200采用的直接成方、矩技术,可生产方管30×30mm-800×800mm;矩管20×40-800×1200mm;壁厚1.5-30mm,年产量40万吨。
4.1模型建立采用pro/e建立了模具和方管的三维模型,并保存为模拟软件识别的格式。1)外模设计由于外模设计比较合理,即在外模的入口处设计了12°的锥角,且入口处宽度为233.9mm,大于不锈钢方管外部的宽度225mm,了道次圆变方后的方管能够较平缓的进入外模入口。2)内模与不锈钢方管内部之间的间隙
在理论上,热流率的测量在稳定流动中可以归结为流体质量流量与其温差以及定压比热的乘积,即;在实验中对热流率的测量主要采取直接法,并假设流体定压比热恒定不变,即简化为质量流率与其温差的测量,要对热量进行计量就必需连续对热流率进行测量并累加求和。该类计量仪表的研究对供暖通风、能源利用、实验研究等领域具有重要意义,但该类仪表的开发研究比较困难,以集中供暖、空调系统用热量计量仪表为例分析,存在如下问题需要解决;供暖系统中,流体流动速度较低,质量流率较小,如何对供暖系统小流率流体的测量存在一定难度。
无锡沣泽源金属材料有限公司所售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司始终坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。公司同时与宝钢、武钢、山钢、鞍钢、莱钢、马钢、新兴铸管、邯钢、新钢、嘉吉、JFE、DUFERCO等各大钢铁企业建立了良好的合作关系。亦是国内各大钢厂合作联营。

按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊方管用于石油钻采和机械制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接方管比无缝方管成本低、生产。直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
机械制造用结构钢--是指用于制造机械设备上结构零件的钢。这类钢基本上都是钢或钢,主要有碳素结构钢、合金结构钢、易切结构钢、弹簧钢、滚动轴承钢等工具钢一般用于制造各种工具,如碳素工具钢、合金工具钢、高速工具钢等。按用途又可分为刃具钢、模具钢、量具钢。特殊钢具有特殊性能的钢,如不锈耐酸钢、耐热不起皮钢、高电阻合金、耐磨钢、磁钢等。用钢这是指各个工业部门用途的钢,如汽车用钢、农机用钢、用钢、化工机械用钢、锅炉用钢、电工用钢、焊条用钢等。
无锡沣泽源金属材料有限公司经过几年的不懈努力,已发展成为同行业中具实力的集生产加工、物流配送、销售于一体的钢贸企业。公司以钢铁配送为主,主要生产兼销售方管、方矩管、矩形管、无锡沣泽源金属材料有限公司、邱庄方管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管、经营销售型钢、钢板等钢结构材料和机械、建筑用钢。公司钢材产品规格,质量稳定,价格合理。公司以“薄利多销”为方针、“诚实守信、顾客至上”为服务宗旨。弘扬“以人为本”的企业文化,与时俱进,获得了优良业绩。
90x90x5直角方矩管 衢州Q355D无缝方管 加工定制
焊接:板厚超过3mm时焊接坡口,坡口可以用机械、等离子切割等方式进行加工,为了避免焊接时杂质进入焊缝,焊前应将焊缝两侧2-3mm范围内清理干净,并喷涂防溅剂,以免刚才表面被飞溅金属附着和划伤。为了防止焊接接头在危险温度范围(45-85℃)停留时间过长产生坪铬区,防止接头过热产生热裂纹,焊接时要采用小电流快速焊,焊接时采用短弧焊,焊条不做横向摆动,以窄焊道为宜。焊接电流要比低碳钢降低2%左右,电流和焊条直径比不超过25-3A/mm,而低碳钢焊接时不小于4-5A/mm。


